
数字逆变CO2/MAG焊机YD-350/500FR2
可焊材料:碳钢
额定负载持续率:60%
输入电压:三相 AC 380V
——————————————
型号:YD-500FR2
可焊材料:碳钢
额定负载持续率:100%
输入电压:三相 AC 380V
| 电源型号 | YD-350FR2 | YD-500FR2 | YD-630FR | |
| 产品序列号 | YD-350FR2HNE | YD-500FR2HNE | YD-630FR2HGE | |
| 控制方式 | - | 数字IGBT控制 | ||
| 额定输入电压·相数 | - | AC380V 3 相 | ||
| 输入电源频率 | Hz | 50/60 | ||
| 额定输入容量 | kVA/kW | 13.5/13.0 | 23.3/22.4 | 31.8/30.4 |
| 输出特性 | - | CV(恒压特性) | ||
| 额定输出电流 | A | 350 | 500 | 630 |
| 额定输出电压 | V | 31.5 | 39 | 44 |
| 额定负载持续率 | % | 60 | 100 | 100 |
| 额定输出空载电压 | V | 70 | 70 | 69 |
| 输出电流范围(※) | A | 40-430 (电阻负载输出能力) |
60-550 (电阻负载输出能力) |
60-630 ( 电阻负载输出能力) |
| 输出电压范围(※) | V | 16-35.5 (电阻负载输出能力) |
17-41.5 (电阻负载输出能力) |
17-44 ( 电阻负载输出能力) |
| 焊接方法 | - | 个别/ 一元化 | ||
| 外壳防护等级 | - | IP23S | IP21S | |
| 绝缘等级 | - | 主变155℃(电抗器200℃) | ||
| 冷却方式 | - | 强制风冷 | ||
| 适用焊丝类型 | - | 实芯/ 药芯 | ||
| 适用焊丝直径 | mm | 实芯0.8/1.0/1.2 | 实芯1.0/1.2/1.6 | 实芯1.2/1.6 |
| mm | 药芯碳钢1.0/1.2 | 药芯碳钢1.2/1.4/1.6 | ||
| 时序 | - | 焊接/ 焊接—收弧/ 初期—焊接—收弧/ 点焊 | 焊接/ 焊接- 收弧/ 点焊 | |
| 保护气体 | - | CO2 气体,MAG 气体 | ||
| 提前送气时间 | s | 0.2 | ||
| 滞后停气时间 | s | 0.5 | 0.2 | |
| 点焊时间 | s | 0.3-10 连续调节 | ||
| 外形尺寸(W×D×H) | mm | 372×575×632 | 372×615×745 | |
| 重量 | kg | 54 | 60 | 76.5 |
※注:按GB/T 15579.1-2013 规定在电阻负载下测得的焊接电源输出范围
| 焊接电源 | 模拟接口 | RS-485 | IoT | WiFi | 以太网 | RFID读卡 |
| YD-350FR2HNE YD-500FR2HNE |
○ | ○ | ○ | ○ | ○ | ○ |
| YD-350FR2HN5 YD-500FR2HN5 |
● | ○ | ○ | ○ | ○ | ○ |
| YD-350FR2HNT YD-500FR2HNT |
○ | ○ | ● | ● | ● | ● |
| YD-350FR2HNW YD-500FR2HNW |
○ | ○ | ○ | ● | ● | ● |
| YD-630FR2HGE | ● | ○ | ○ | ○ | ○ | ○ |
*注:改变最新更新日期为2023年8月
| 额定电流 | 350A | 500A | 630A | |
| 焊接电源 | YD-350FR2HNE | YD-500FR2HNE | YD-630FR2HGE | |
| 送丝装置 | YW-35KD1HAE | YW-50KD1HAE | YW-60KC2HME | YW-60KCW2HME |
| 焊枪 | YT-35CS4HAE | YT-50CS4HAE | YT-50CS4HAE | YT-601CCWHAE(水冷) |
| 流量计 | YX-25CD1HAM | |||
*注:可选配YW-35KD1HBN和YW-50KD1HBN双驱型送丝装置
| 额定电流 | 350A | 500A | 630A | |
| 焊接电源 | YD-350FR2HN5 | YD-500FR2HN5 | YD-630FR2HGE | |
| 送丝装置 | YW-35KD1HAE | YW-50KD1HAE | YW-60KC2HME | |
| 焊枪 | YT-CAT352HBR(直柄) | YT-CAT502HBR(直柄) | YT-CAT502HBR | |
| 流量计 | YX-25CD1HAM | |||
*注:可选配YW-35KD1HBN和YW-50KD1HBN双驱型送丝装置
可配他社机器人,不可配松下机器人。
>使用选择按钮选择详细时,可对下表中显示的设定值进行确认、变更。
>所谓详细内容,是为了进行微调或者设定与焊接相关的微调整参数等内容。 (请根据需要进行设定变更。)
>【详细】的内容
| 项目 | 用途 | 设定范围 | 最小设定单位 | 出厂时设定 | 备注 |
| P00 | 慢送丝※1 | -50-50 | 1 | 0 | 慢送丝速度微调 |
| P01 | 热引弧电压 | -50-50 | 1 | 0 | 为了使引弧顺畅,在引弧时瞬间施加的高 电压的微调整 |
| P02 | FTT电压 | -50-50 | 1 | 0 | 回烧时间中的输出电压微调整(和焊丝的上燃量有关) |
| P03 | 回烧时间※2 | -50-50 | 1 | 0 | 回烧时间的微调整(和焊丝的上燃量有关) |
| P04 | 熔深调整※3 | -7-7 | 1 | 0 | 熔深微调整 |
| P05 | 提前送气时间 | 0.0-5.0 | 0.1秒 | 0.2 | 焊枪开关ON后从送气到起弧的时间设定 |
| P06 | 滞后停气时间 | 0.0-5.0 | 0.1秒 | 0.5 | 焊枪开关OFF电弧停止后,到停止送气的时间设定 |
| P07 | 特殊模式开启※4 | 0-1 | 1 | 0 | 设置为1时快速模式、手工焊模式开启 |
| PA5 | 送丝机选型 | 0-1 | 1 | 0 |
设置为0时连接数字送丝机 设置为1时连接模拟送丝机或模拟专机 |
※1 关于P00(慢送丝) 为得到切实的电弧,焊枪开关 ON 后的送丝速度比通常的焊接要慢。
※2 P03(回烧时间) 焊枪开关 OFF 焊接停止后,在短时间内持续保持输出电压的时间。(此功能目的在于将由于送丝电机 的惯性从导电嘴出来的多余焊丝燃烧掉)
※3 P04(熔深调整)熔深微调整。 (参照下表、图)

※4 P07(特殊模式开启) 出厂默认只能使用标准模式,通过此设置可开启快速模式和手工焊模式,快速模式引弧出丝快、电弧硬,适合频繁快速点焊和需要较硬电弧的场合。手工焊模式可用于电焊条焊接。
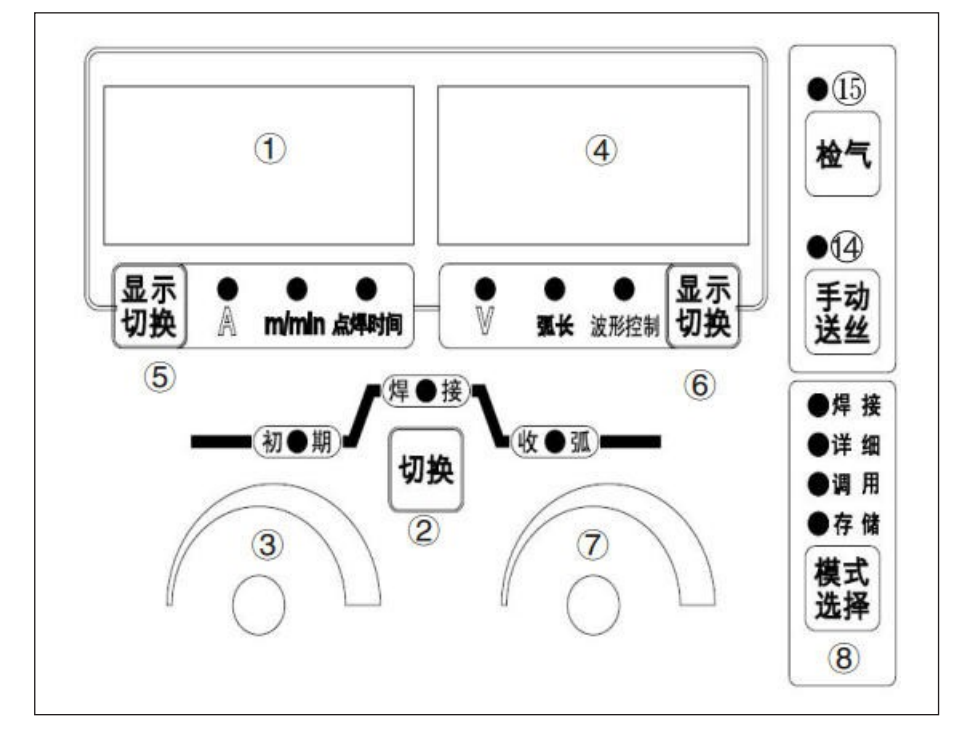
>【详细】的操作
1.在选择键⑧选择 详细。(在焊接过程中不能选择)
•在①中显示P00、在④中显示00。
2.在③中选择想确认、变更的项目(P00-P07)。
•①中显示项目。
•④ 中显示设定值。
注意:请不要随意的拨动⑦的旋转编码器。(④的设定值会发生变化。)
3.想变更所选择项目设定值时,拨动⑦。
•④中显示设定值。
4.操作结束时,在⑧中选择“详细”以外的模式。 通过(3)操作来确定设定值
注:本项中圆圈数字对应下图中的数字部位。 在详细状态下,不能焊接。(可进行检气)
>故障排除需要由具有专业资格或精通焊机电路的人员来进行。
>要进行操作时,应确保已断开本产品、配电箱(用户设备)、相关装置(与输出端子台连接的外部设备等)的电源开关,且在电容放电5分钟后开始操作。
>当电源开关自动关闭时,不要重新接通开关,应与经销商联系。
>电源开关为断路器,不论何种原因引起的过电流,电源开关会自动断开,千万不要使其再次通电。 (在没有排除引起过电流的故障前,将电源接通会引起事故扩大)
>异常代码
| Err | 序号 | 故障内容 | 恢复区分 | 原因·对策 |
| Err | 001 | 紧急停机 | B |
连接到输出端子台上的外部设备紧急停机。 ●断开电源开关,参考下列内容寻找原因,排除故障原因后,再次接通电源。 ●外部设备紧急停止的故障。 ●本设备内的开关电源板故障。 |
| Err | 002 | 二次过电流异常 | A |
由于二次侧回路短路等故障引起的过电流。 ●关断焊枪开关,排除过电流原因。 |
| Err | 003 | 温度上升异常 | A |
本产品内部温度过热。 ●在本产品内部温度下降前不要关闭电源。 ●排除温度过热原因。 (超出额定负载持续率使用;后面、下面、侧面通风口被堵塞等。) ●即使排除上述温度上升的影响因素还不能解决, ●请对冷却风扇实施清扫。 |
| Err | 004 | 一次输入过电压 | B |
输入电压超过许可范围 ●断开电源开关,把输入电压调到额定电压+25%之内后,接通电源开关 |
| Err | 005 | 一次输入低电压 | B |
输入电压低于许可范围 ●断开电源开关,把输入电压调到额定电压-25%之内后,打开电源 |
| Err | 006 | 引弧异常 | B |
打开焊枪开关,没有产生电弧,没有空载电压输出。 (焊接输出、送丝电机运转、气体输出将停止。) ●关断电源开关,排除引弧异常因素。 |
| Err | 007 | 焊枪开关异常 | A |
电源开关接通时,焊枪开关已经接通。 ●断开焊枪开关、快送丝按钮。 |
| Err | 008 | 电流检测异常 | B |
打开电源开关时,检测到了输出电流或者输出电压。 ●关断电源开关调查原因。 ●本产品的故障。 ●从外部向本产品的二次侧施加了电压。 ●参考9.2电缆-七芯控制电缆项检查。 |
| Err | 010 | 外部中断1 | A |
连接到输出端子台上的外部设备收到“临时停止 1”的中断信号。 ●排除外部设备临时停止 1 的故障原因。 |
>以下的软件自我诊断用报警信息频繁发生的话,请和销售店联络。
| Err | 序号 | 故障内容 | 恢复区分 | 原因·对策 |
| Err | 41 | 内存异常1 | B |
发生了内存异常1 ●请确认存储数据,重启焊机 (如果存储数据丢失,请重新设定) |
| Err | 42 | 内存异常2 | B |
发生了内存异常2 ●重启焊机 |
| Err | 43 | 内存异常3 | B |
发生了内存异常3 ●重启焊机 |
| Err | 44 | 内存异常4 | B |
发生了内存异常4 ●重启焊机 |
| Err | 45 | 内存异常5 | B |
发生了内存异常5 ●重启焊机 |
| Err | 46 | 内存异常6 | B |
发生了内存异常6 ●重启焊机 |
| Err | 47 | 内存异常7 | B |
发生了内存异常7 ●重启焊机 |
| Err | 50 | 系统异常1 | B |
发生了系统异常1 ●重启焊机 ●参考9.2电缆-七芯控制电缆项检查。 |
| Err | 51 | 系统异常2 | B |
发生了系统异常2 ●重启焊机 |
| Err | 52 | 系统异常3 | B |
发生了系统异常3 ●重启焊机 |
其中,Err 50报警解决方案如下:

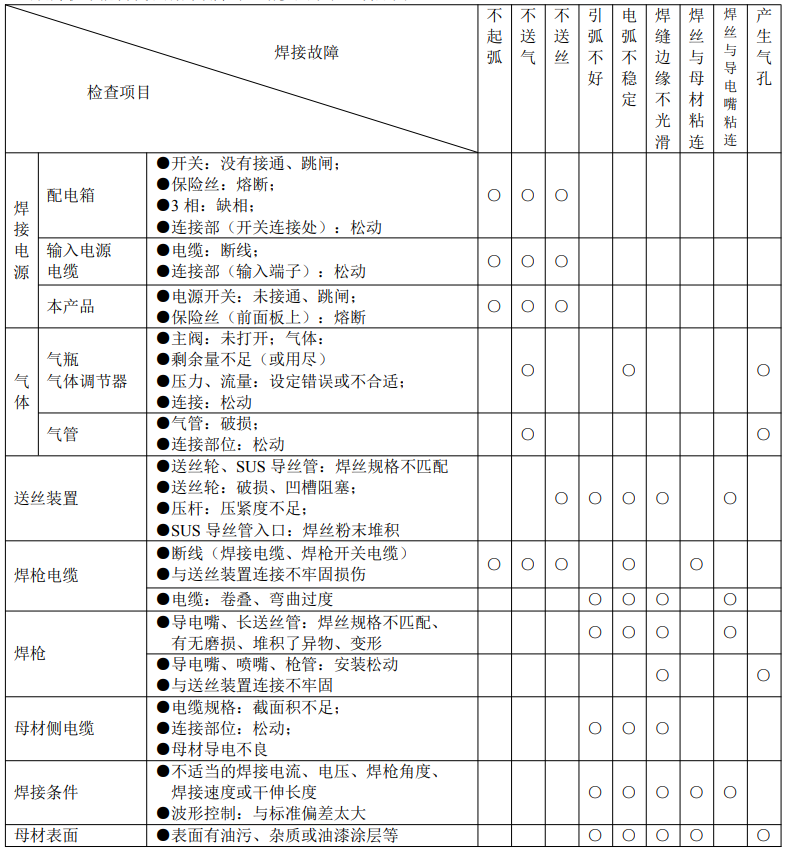
>出现焊机不能自我识别的故障时,请参照下表查明原因。
>日常检查时,务必要关闭本产品、配电箱(用户设备)电源。 (不需要接触或接近带电体的外观检查除外)
>坚持日常检查对保持设备的高性能使用和安全运转是至关重要的。
>根据下表中的检查项目进行检查,如果需要的话,应予清洁或替换。
>为了确保焊接设备的高性能,更换部品时请使用 Panasonic 纯正部品。
| 项目 | 检查要点 | 备注 |
| 前面板 |
●各机械器具是否有受损或安装松动。 ●下部端子罩是否用螺钉固定。 |
下部端子罩内部作为定期检查的项目。 如出现不合格情况需要内部检查、补充紧固、更换部品等。 |
| 后面板 |
●是否安装了输入电源端子罩, ●且端子罩是否有破损或松动。 ●冷却风扇进风口是否附着了异物。 |
|
|
顶板 底板 侧面板 |
●检查吊环螺栓和其它螺栓的安装是否有松动。 ●检查脚轮是否有破损或安装松动。 ●侧板是否有松动。 |
如出现不合格情况,需要更换部品或补充紧固等。 |
| 常规 |
●检查外观是否有脱色或过热迹象。 ●打开电源后: 冷却风扇是否发出平稳的运转声响。 冷却风扇是否从焊机外部吸入空气。 ※节电功能是否发挥效用,能否实现风扇自停 是否出现异味、异常的振动或噪音。(特别是在焊接时) |
如出现异常的现象需要内部 检查。 |
| 项目 | 检查要点 | 备注 |
| 接地电缆 |
●各接地线(本产品用、母材接地用)是否脱落。 ●连接是否安全可靠。 |
为了避免发生人身触电事故,必须进行检查。 |
| 电缆 |
●检查电缆绝缘层是否有磨损或其它损坏情况、 是否存在导电部位裸露的现象。 ●检查电缆是否受到异常外力作用。 ●连接母材的电缆:与母材的连接是否紧固 |
为了确保电弧的安全、稳定,根据作业现场的情况要采用合适的方法进行检查。 1、日常检查要做到简单明了。 2、定期检查要做到细致入微。 |
|
七芯控制电缆 |
●检查七芯控制电缆与插头,按照七芯插头接线图检查插头管脚与对应线色可靠连接。 ●检查插座 2 脚 3 脚为扭绞线。 ●请使用松下专用电缆及插头。 |
①红 ⑥绿
②黑 ⑦棕 ⑤黄
③白 ④蓝 |
| 项目 | 检查要点 | 备注 |
|
焊枪 送丝机 遥控器 气体调节器 |
●请依照使用说明书进行操作。 | |
| 气管 |
●检查连接处是否连接紧固。 使用软管卡箍时,是否出现松动现象。 ●软管是否存在磨损或破损。 |
出现不合格情况需要补充紧固、更换软管等。 |









